

1. Mantemento da válvula de comporta
1.1 Principais parámetros técnicos:
DN: NPS1"~ NPS28"
PN: CL150~CL2500
Material das pezas principais: ASTM A216 WCB
Tallo: ASTM A276 410;Asento: ASTM A276 410;
Cara de selado—VTION
1.2 Códigos e normas aplicables: API 6A、API 6D
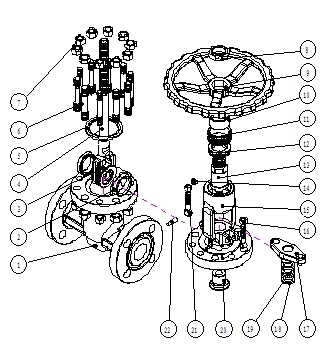
1.3 A estrutura da válvula (ver Fig.1)
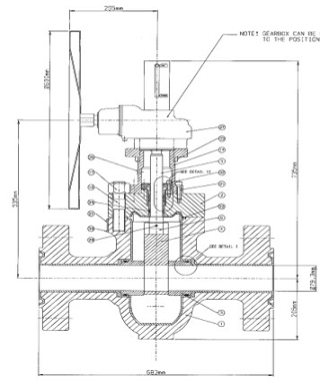
Fig.1 Válvula de comporta
2. Inspección e mantemento
2.1: Inspección da superficie exterior:
Inspeccione a superficie exterior da chave para comprobar se hai danos, e despois numerada;Fai un rexistro.
2.2 Inspeccionar a carcasa e o selado:
Comproba se hai unha situación de fuga e fai un rexistro de inspección.
3. Desmontaxe da válvula
A chave debe estar pechada antes de desmontar e soltar os parafusos de conexión.Debe seleccionar a chave non axustable adecuada para os parafusos máis soltos, as porcas danaranse facilmente coa chave axustable.
Os parafusos e as porcas oxidadas deben empaparse con queroseno ou removedor de ferruxe líquido;Comprobe a dirección da rosca do parafuso e despois xira lentamente.As pezas desmontadas deben estar numeradas, marcadas e conservadas en orde.O vástago e o disco da porta deben colocarse no soporte para evitar arañazos.
3.1 Limpeza
Asegúrese de limpar suavemente as pezas de recambio cun cepillo con queroseno, gasolina ou axentes de limpeza.
Despois da limpeza, asegúrese de que as pezas de reposición non estean graxas nin oxidadas.
3.2 Inspección de pezas de recambio.
Inspecciona todas as pezas de recambio e fai un rexistro.
Elaborar un plan de mantemento axeitado segundo o resultado da inspección.
4. Reparación de repostos
Reparar as pezas de reposto segundo o resultado da inspección e o plan de mantemento;substituír as pezas de reposición polos mesmos materiais se é necesario.
4.1 Reparación da porta:
①Reparación da ranura en T: a soldadura pódese usar na reparación de fracturas da ranura en T, corrixir a distorsión da ranura en T, soldar os dous lados con barra de reforzo.A soldadura de superficie pódese usar para reparar o fondo da ranura en T.Usando tratamento térmico despois da soldadura para eliminar o estrés e despois usar a penetración PT para inspeccionar.
②Reparación de caídas:
Caído significa o espazo ou unha dislocación grave entre a cara de selado da porta e a cara de selado do asento.Se a chave de porta paralela caeu, pode soldar a cuña superior e inferior, entón procesa o moenda.
4.2 Reparación da cara de selado
A principal causa da fuga interna da válvula é o selado da cara.Se o dano é grave, é necesario soldar, mecanizar e rectificar a cara de selado.Se non é serio, só moenda.A moenda é o método principal.
a.Principio básico de moenda:
Unir a superficie da ferramenta de moenda coa peza de traballo.Inxecta abrasivo no espazo entre as superficies e despois move a ferramenta de moenda para moer.
b.Moenda da cara de selado da porta:
Modo de moenda: operación en modo manual
Unta o abrasivo na placa uniformemente, coloque a peza de traballo na placa e despois xira mentres tritura en liña recta ou "8".
4.3 Reparación do tronco
a.Se algún risco na cara de selado do tronco ou na superficie rugosa non pode coincidir co estándar de deseño, repararase a cara de selado.Métodos de reparación: moenda plana, moenda circular, moenda de gasa, moenda a máquina e moenda de cono;
b.Se o vástago da chave está dobrado > 3%, procese o tratamento de endereitamento mediante unha rectificadora sen centro para asegurarse de que o acabado superficial e a detección de fisuras do proceso.Métodos de alisado: alisado a presión estática, alisado en frío e alisado térmico.
c.Reparación de cabeza de tallo
Cabeza do talo significa partes do talo (esfera do talo, parte superior do talo, cuña superior, canal de conexión, etc.) conectadas con partes abertas e pechadas.Métodos de reparación: corte, soldadura, anel de inserción, tapón de inserción, etc.
d.Se non pode cumprir o requisito de inspección, debe volver a producir co mesmo material.
4.4 Se hai danos coa superficie da brida a ambos os dous lados do corpo, debe procesar o mecanizado para que coincida co requisito estándar.
4.5 Os dous lados da conexión RJ do corpo, se non poden coincidir cos requisitos estándar despois da reparación, deben soldarse.
4.6 Substitución de pezas de desgaste
As pezas de desgaste inclúen xunta, empaquetadura, junta tórica, etc. Prepare as pezas de desgaste segundo os requisitos de mantemento e faga un rexistro.
5. Montaxe e instalación
5.1 Preparativos: preparar pezas de recambio reparadas, xuntas, embalaxe, ferramentas de instalación.Poñer todas as pezas en orde;non te deites no chan.
5.2 Comprobación da limpeza: limpar as pezas de recambio (fixación, selado, vástago, porca, corpo, bonete, xugo, etc.) con queroseno, gasolina ou axente de limpeza.Asegúrese de que non hai graxa e ferruxe.
5.3 Instalación:
Nun primeiro momento, verifique a sangría do vástago e a cara de selado da porta confirme a situación de conexión;
Purgar, limpar a carrocería, o capó, a porta, a cara de selado para manterse limpos, Instalar as pezas de reposición en orde e apertar os parafusos de forma simétrica.
Hora de publicación: 19-maio-2022